


The Evolution of Bearing Life Calculations and the ISO 281 Standard
From slow-turning pillow block bearings to high-speed fan and electric motor bearings, rolling element bearings are the most common lubricated component in any industrial plant. The earliest known example of a rolling element bearing was found onboard the wreck of a ship from the Roman empire dated to 40 BC.
However, it was only during the industrial revolution that significant strides were taken in bearing design, with the first caged element bearing developed in the mid-18th century.
The first and second world wars drove further work in bearing design and manufacture. Shortly after that, engineers began trying to predict the life expectancy of rolling element bearings to help machine designers and engineers choose the correct bearings that could achieve the desired (required) life expectancy.
This work culminated in seminal research published in 1947 by two SKF engineers who used probability theory, particularly Weibull analysis, to try to predict bearing fatigue life. This model became known as the Lundberg and Palmgren model after the two SKF engineers published their original findings. It was the first published attempt at calculating bearing life.
The Lundberg-Palmgren model compared the applied load on the bearing with the dynamic load rating of a bearing, which can be calculated from the number of rolling elements, the roller length/diameter, and the contact angle (Figure 1).
Based on this equation, bearing life could be estimated by calculating the L10 life of the bearing: the life expectancy in operational hours, such that there is just a 10% probability that the bearing will fail (or if you’re a glass-half-full person, has a 90% probability of survival!).
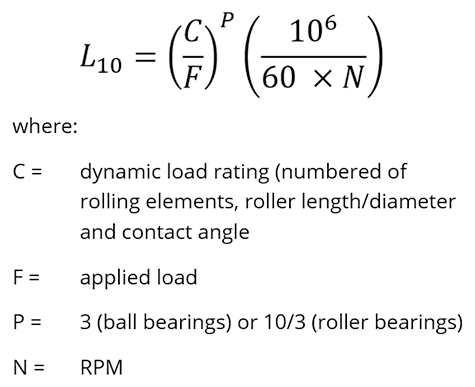
Figure 1: Lundberg-Palmgren Equation
Noticeably absent from the original Lundberg-Palmgren model was any reference to lubrication’s role in bearing life. While researchers knew how crucial proper lubrication selection and application was, no models had been developed to account for the impact of the lubricant on bearing life.
To quantify the effect of lubricant selection on bearing life, most major bearing manufacturers undertook their own investigations culminating with the first ISO standard for bearing life published in 1978 as ISO 281:78.
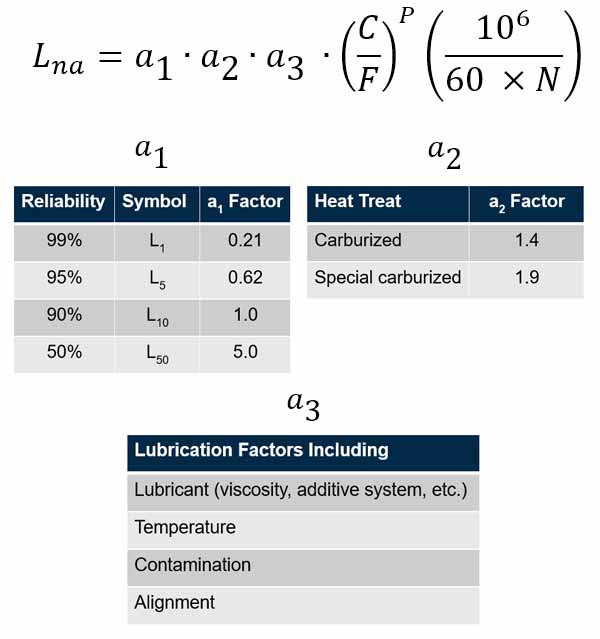
In addition to considering the load rating of the bearing as given by the Lundberg-Palmgren equation; ISO 281:78 included additional factors to consider the bearing material used (a2 factor ) and a composite factor a3 to take into consideration lubrication conditions. ISO 281:78 also had a third factor, a1, to estimate not just L10 life (10% probability of failure) but other probabilistic reliability outcomes (Figure 2).
In the ensuing 25-30 years after the release of ISO281:78, major bearing manufacturers continued to research bearing life, giving rise to several predictive models for bearing life, including the SKF “new life model.”
In 2004, the SKF life model was adopted as DIN standard 281 and three years later was adopted as a new ISO standard for bearing life, under ISO 281:2007.
Among other improvements, the ISO 281:2007 standard combined the a2 and a3 terms into a single a23 factor in recognition that both lubricant film and bearing metallurgy are inextricably linked.
One of the most important elements to come out of the new standard was a term that was called the Greek letter Κ (Kappa). The Kappa value is a unitless parameter defined as the ratio of the viscosity of the lubricant in use divided by the minimum viscosity to support the applied load. (Figure 3)
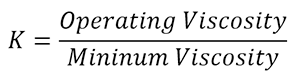
Figure 3
From the formula, the relationship between oil film thickness and viscosity is clear. Boundary lubrication conditions exist at Kappa values less than 1 (Figure 4).
Under these conditions, bearing life will be impacted by metal-to-metal contact due to inadequate separation of moving surfaces. For bearing operating with Kappa<1, extreme pressure (EP) additives are recommended to try to offset the lack of an adequate oil film thickness to extend bearing life.
As Kappa approaches 1, the bearing will start to operate under mixed-film lubrication conditions. Under these conditions, bearing life can be extended through antiwear (AW) additives.
As Kappa increases beyond 1.0 through the use of more viscous lubricants, so too does bearing life until maximum bearing life is reached at a Kappa value of 4.0. For Kappa values in the 2.0-4.0 range, full film elasto-hydrodyanmic conditions exist, and no additional life can be achieved from wear-preventing additives.
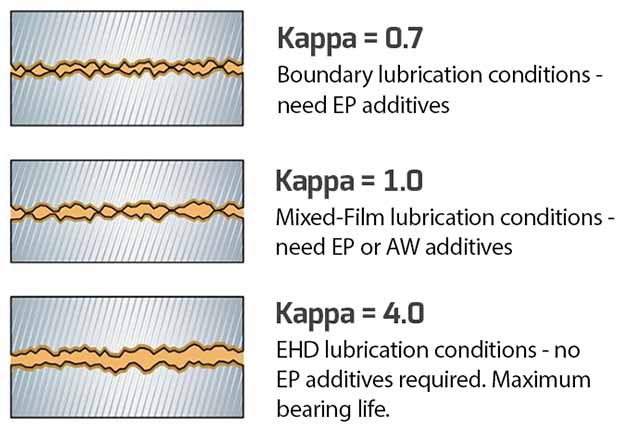
Figure 4: Impact of Kappa on Oil Film Thickness
In addition to considering oil film thickness, the ISO 281 standard also considers particle contamination’s impact on bearing fatigue life. Fatigue failure in element bearings is caused by repetitive Hertzian stress within the load zone of the bearing.
Introducing particles between the rolling elements and the bearing raceway serves to localize stress propagation within the bearing, resulting in shorter bearing life. This is particularly pronounced when the Kappa value is less than 4, where even small particles can have a large impact on bearing life.
In my next column, I’ll take a closer look at lubricant selection, how to optimize the Kappa value, and how to best apply and maintain proper lubrication to element bearings. Then I’ll explore the role that contamination plays in bearing life and how it became known that particle and moisture contamination can reduce bearing life by 50% or more.





