Machinery Lubrication Level I — Pewaukee, WI
Four days of intensive training on industrial lubrication best practices — lubricant selection, storage, filtration, and application. Built for those pursuing MLT I / MLA I certification.
In Precision Lubrication, failures are often attributed to poor oil quality or contamination, but the reality is rarely that simple. What happens when the oil is present, yet the bearing still fails?
At a remote crude oil export station in the Middle East, a critical 720 kW pump motor experienced a sudden bearing seizure, preceded only by abnormal noise and smoke. While initial inspection pointed to a failed oil ring, deeper analysis revealed a more complex picture. The incident was not caused by a single fault, but by a combination of interacting factors — most notably oil ring instability compounded by poor contamination control, sludge formation, and degraded lubricant condition.
This case highlights a critical but often overlooked reality: lubrication failures are rarely isolated — they result from system-level weaknesses acting together.
Equipment Background
The failure occurred on a 720 kW, 6.6 kV, 2980 RPM induction motor driving a crude oil export pump at a remote oil field facility.
The motor used journal bearings with oil-ring lubrication, in which a freely rotating ring lifts oil from the sump and distributes it to the bearing surface. This simple system is widely used, but highly dependent on proper operating conditions.
The Incident
During operation, the field operator observed abnormal noise followed by smoke from the drive-end bearing housing. The pump was immediately shut down to prevent escalation.
Inspection Revealed
- Seized drive-end bearing
- Severe journal scoring and metal smearing
- Sludge deposits and degraded lubricant
- A fractured oil ring
- A damaged locator (guide) pin
Importantly, a similar failure had occurred on another pump approximately six months earlier — indicating a recurring reliability issue rather than an isolated event.

Figure 1: Severe scoring damage on journal bearing.

Figure 2: Sludge in the lubricant sump.
Forensic Insight: What the Broken Ring and Pin Reveal
The physical evidence provides valuable insight into the actual progression of the failure.
Oil Ring Failure
The oil ring was found broken into two halves, with clear signs of uneven wear and thermal distress.
This Indicates
- Loss of stable rotation
- Increased drag due to sludge and degraded oil
- Progressive fatigue leading to fracture

Figure 3: Oil ring found broken.

Figure 4: Broken oil ring.
Locator Pin Damage
The locator pin, designed to maintain axial alignment of the oil ring, was also found damaged.
Critical Observation
The failure of this pin suggests that the oil ring was operating under unstable conditions, not merely experiencing normal wear.
Classic Indicators of Oil Ring Instability
- Wobbling or running eccentrically
- Experiencing intermittent sticking and slipping
- Generating abnormal dynamic forces
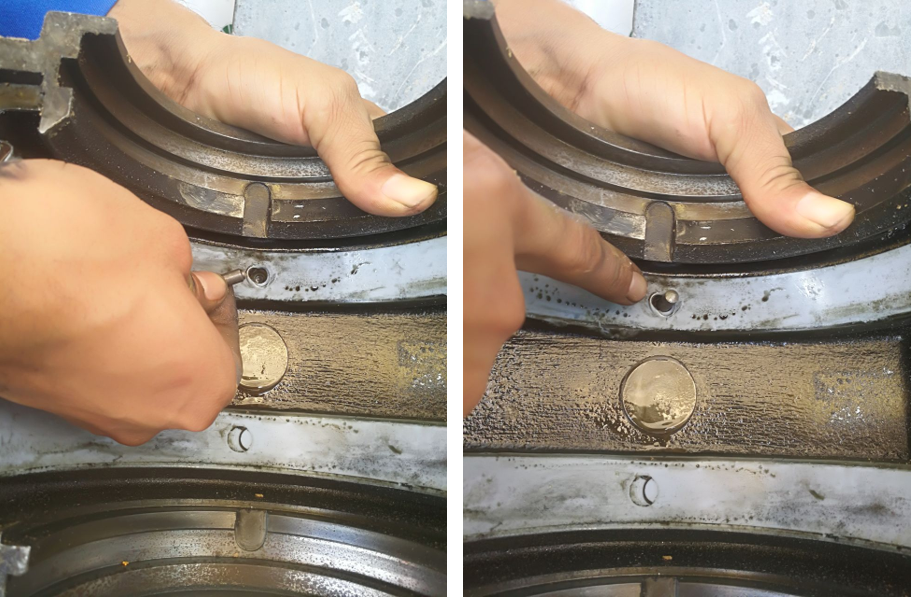
Figures 5 & 6: Damaged locator pin.
Failure Mechanism: A Multi-Factor Breakdown
This was not a simple component failure — it was a system-level lubrication breakdown driven by multiple interacting factors.

Consequences
The impact of this failure extended well beyond maintenance.
The incident was classified as a near miss, emphasizing the direct relationship between lubrication practices, reliability, and safety. An overheated bearing in a hydrocarbon-rich environment carries consequences that go far beyond the mechanical.
Key Insight: Lubrication Is a System
This case reinforces a fundamental principle:
“The broken oil ring and damaged pin were not root cause — they were symptoms of a deeper lubrication system failure.”
Precision Lubrication depends on three critical elements working in concert:
Preventive Actions
A holistic approach was recommended to prevent recurrence across similar equipment at the site.
Conclusion
This incident serves as a powerful reminder that Precision Lubrication is not just about the lubricant — it is about the entire system that supports it.
A small oil ring operating in a contaminated, poorly controlled environment became unstable, failed, and ultimately led to a major breakdown. The damaged pin and fractured ring were simply the final evidence of a system already in distress.
In high-value operations, lubrication must be treated as a controlled and engineered process, not a routine task.
Reliability is not defined by the presence of lubricant oil —
but by its ability to consistently reach and protect the bearings.