Machinery Lubrication Level I — Pewaukee, WI
Four days of intensive training on industrial lubrication best practices — lubricant selection, storage, filtration, and application. Built for those pursuing MLT I / MLA I certification.
Supply chain disruption, demand volatility, and grid-balancing requirements have changed how critical rotating equipment operates. Assets that ran continuously a decade ago now sit in standby for weeks at a time. Gas turbines that once carried base load now run as peakers. Spare compressors at petrochemical sites are kept warm but rarely loaded. Seal oil systems on idle FPSO trains and standby pumps continue to circulate through coolers, bearings, and seals on weekly or monthly cycles.
The asset is available. The lubricant, however, is operating in a regime it was never formulated for.
This shift has exposed a gap in conventional thinking about lubricant management. Reliability teams know how to manage continuous service. They know how to lay up an asset for long-term storage. The middle ground — where the asset cycles intermittently, and the oil circulates through the full system on each run — is where most operators are losing ground. Antioxidants deplete faster than expected. Varnish appears in systems that had clean oil six months earlier. Bearing temperatures creep up. Servo valves stick on the first start after a long idle period.
The root cause is not the equipment or the oil, but the operating profile. The systems we are addressing share a specific duty cycle: equipment sits in standby and runs once per week or once per month. During each run, oil circulates through the complete system — pipes, coolers, gears, bearings, and seal faces. The strategy applies to both lube oil and seal oil systems on turbines, compressors, and gearboxes.
This is not layup. It is intermittent duty with extended idle periods between runs. The distinction is important because the lubricant management strategy that works for one will fail for the other.
Standby Is Often Harder on Oil Than Continuous Service
Two mechanisms work against the lubricant during intermittent operation.
1. Thermal Cycling Drops Varnish Precursors Out of Solution
Modern Group II turbine oils have lower solvency for oxidation byproducts than the Group I oils they replaced. The transition point where varnish becomes insoluble sits between 40–50°C. A continuous operating system stays above that threshold and keeps soft contaminants dissolved. A system that cycles weekly spends most of its time below 40°C, and every cooling cycle gives varnish precursors an opportunity to precipitate onto cooler tubes, servo valve spools, bearing pads, and gear meshes.
The trade literature on peak-load combustion turbines documents this clearly. The repeated heating-cooling cycle is the single most aggressive condition a turbine oil encounters, and it is more damaging than continuous high-temperature operation.
Surface-Accumulated Contamination Drives Accelerated Depletion at Each Startup
During extended idle periods, water, oxidation products, and varnish precursors accumulate on bearing surfaces, gear meshes, cooler tubes, and servo valve internals. When the system fires up, fresh oil contacts these contaminated surfaces and the antioxidant package is consumed locally and rapidly to neutralize what has accumulated. Each run cycle therefore depletes additives at a rate that exceeds what the running hours alone would predict — and the depletion is concentrated at the most critical surfaces in the system.
2. Water and Air Ingress Accumulate During Idle Periods
Breather flow, seal leakage, and condensation from ambient temperature swings introduce moisture and oxygen at rates that continuous operation would purge. Hydrolysis and oxidation continue at low rates even when the unit is not running. Over weeks and months, these reactions consume antioxidants — and degradation accelerates each time a unit is fired with moisture in the lubricant.
The combined effect of these two mechanisms is that an oil rated for 5 to 10 years of continuous service can produce varnish in 2 to 3 years of intermittent service — and the operator often does not see it coming because the standard oil analysis program was designed for a different duty cycle.
The Reason Preservative Oils Fall Short
Preservative oil formulations (MIL-PRF-3150 and MIL-PRF-16173) are engineered for static layup. They form a thin protective film on metal surfaces that displaces water and inhibits corrosion. When equipment sits motionless, the film stays where it is needed.
Circulation, however, defeats the formulation design.
The moment a preservative-charged system runs through its weekly or monthly cycle, the protective film strips from the surfaces it was meant to protect. Cutback solvents in the formulation flash off unevenly through breathers and seal points. The charge becomes a contaminated fluid that no longer functions as either a preservative or a service oil. Returning the asset to operational service requires flushing the system, refilling with the correct lubricant, and absorbing the cost and downtime of a fluid changeover on every cycle.
The compatibility problems are equally serious. Preservative oils are not formulated to coexist with the additive packages in turbine, compressor, and gearbox oils. Mixing them introduces seal compatibility risks — particularly in dry gas seal support systems and elastomer-sealed gearboxes. The cutback solvents in some formulations cause swelling in nitrile and fluorocarbon seals. The polar additives that give preservative oils their water-displacement properties can interfere with demulsibility and air release in service oils.
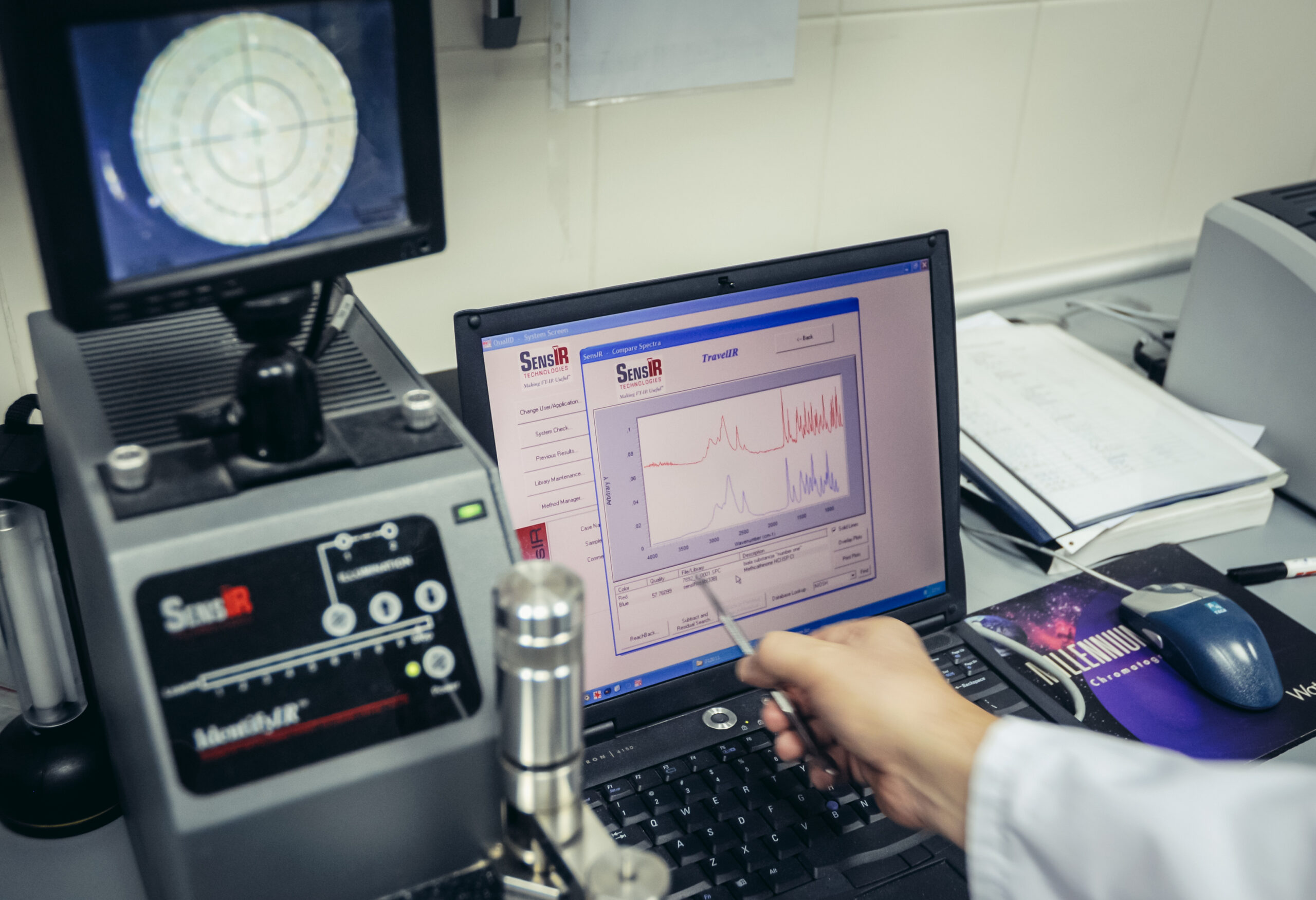
TOPP Test Evidence: What Contamination from Preservative Oil Actually Does
To further assess compatibility, 5% of a commonly used preservative oil was mixed with new turbine oil and stressed in an accelerated oxidation test — the TOPP Test (Turbine Oil Performance Prediction). Fig. 1 shows the visual results of this test, clearly demonstrating that a small amount of residual preservative oil will dramatically degrade turbine oil, resulting in considerable varnish formation on the MPC patch, catalyst coil, and glassware — clearly visible after just six weeks of accelerated stress.
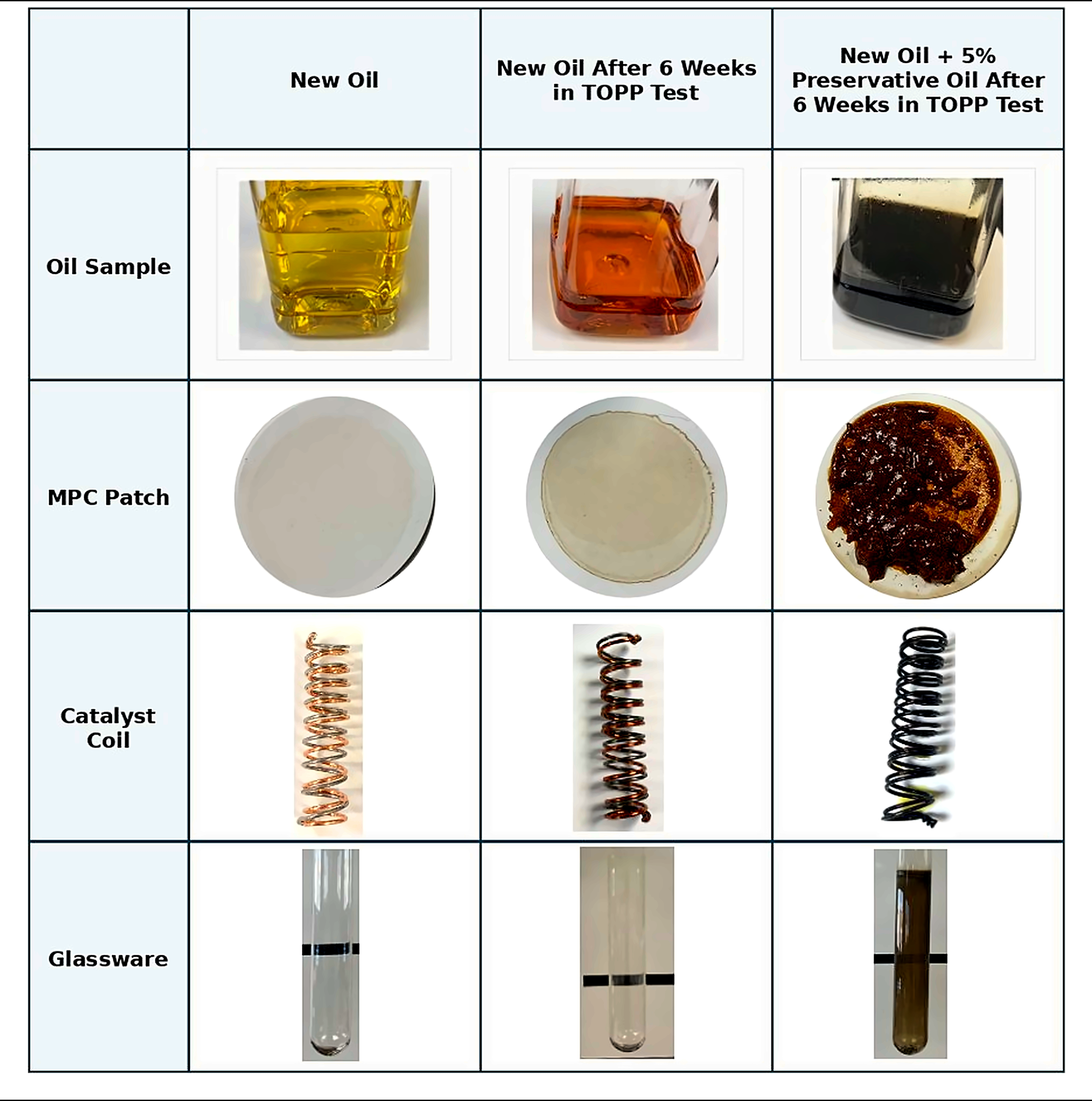
Figure 1: The impact of 5% preservative oil mixed into a premium turbine oil after 6 weeks of accelerated oxidation. The degree of varnish formation on the MPC patch, catalyst coil, and glassware is extreme.
About the TOPP Test
The Turbine Oil Performance Prediction (TOPP) test subjects a turbine oil sample to accelerated oxidative stress at 120°C alongside an iron-copper catalyst couple, with dry air continuously bubbled through the fluid. Samples are withdrawn at 3, 6, 9, and 12 weeks and subjected to a comprehensive analytical panel tracking oxidative degradation, antioxidant depletion, acid formation, viscosity change, and deposit precursor accumulation — producing a time-resolved degradation fingerprint that reveals not just how a fluid fails, but when and why.
For systems that genuinely sit static for months or years, preservative oils are the right answer. For systems that circulate weekly or monthly, they are the wrong tool.
The Better Approach is to Maintain the In-Service Charge
The technically and economically superior strategy for circulating standby systems is to maintain the in-service charge in a condition that supports both operating and idle periods. This requires three things to work together:
Application Note
Fluitec’s DECON AO is engineered for this application. It combines tailored antioxidant replenishment with Solvancer technology — a patented solubility-enhancing chemistry that keeps degradation byproducts in solution and prevents adhesion to system surfaces. The product is blended on site at treat rates between 3 and 5 percent, with no special equipment required. Compatibility is confirmed through customized simulation testing on the actual in-service oil before treatment, which removes the technical risk that has historically discouraged operators from considering additive-based approaches.
For seal oil systems specifically, the same chemistry applies. DECON AO does not adversely affect elastomer compatibility, and the solvency enhancement protects servo valves, dry gas seal support equipment, and other tight-clearance components that are vulnerable to varnish during idle periods.
Recommended Monitoring Protocol for Standby Assets
A monitoring program designed for continuous service will not detect the degradation patterns that develop during intermittent operation. The following protocol is calibrated for assets that run weekly to monthly with extended idle periods between runs.
Documentation for Warranty and Insurance Compliance
OEM warranty terms and insurance underwriting increasingly reference oil condition as part of the operational envelope. A documented monitoring program with quarterly sampling, RULER trending, and MPC tracking provides the evidence base that supports both warranty claims and insurance renewals. For standby assets, this documentation is often more valuable than for continuously operated equipment — because operating hours alone do not demonstrate the asset has been properly maintained.
Case Examples

Figure 2: Vanda Franco working with customers in the field in Qatar.
Operational Recommendation
For turbines, compressors, and gearboxes operating in intermittent service with weekly to monthly run cycles, the engineering case is clear.
The Single-Charge Strategy — Four Commitments
Maintain the in-service charge with antioxidant replenishment and solvency-enhanced deposit control.
Avoid preservative oil approaches for any system that circulates during idle periods.
Establish a triangulated monitoring protocol tied to circulation cycles rather than calendar intervals — use RULER, MPC, and RPVOT together rather than relying on any single test.
Document oil condition systematically to support OEM warranty compliance and insurance underwriting.
The single-charge strategy reduces changeover cost, eliminates the flush requirements that come with preservative oil approaches, and produces a verifiable oil health record that supports both operational readiness and warranty compliance. For assets where the cost of an unplanned start failure exceeds the cost of the lubricant program by orders of magnitude, this is the strategy that aligns lubricant chemistry with the actual duty cycle the equipment now sees.
The supply chain crisis that pushed many of these assets into intermittent service is not temporary. It is the new operational baseline. The lubricant management strategy needs to match.