The question of lubricant miscibility usually arises in the context of a product change or the need for a refill. The very asking of it demonstrates operational awareness and knowledge. However, the key to success is the right question and a precise and reliable answer.
The question of lubricant miscibility most often arises when deciding to change the product type or needing a top-up. Just asking it shows awareness and operational knowledge. However, the key to success is a good question and a clear and reliable answer.
In such situations, we usually turn to the manufacturers or suppliers of lubricants or check the available technical sheets. In these documents, we often find that the lubricant in question is fully miscible and can be used interchangeably with competitors’ products meeting certain specifications.
Limited Confidence in the Technical Sheet
It is worth cautioning against taking the information on the technical data sheet alone for granted. For safety and peace of mind, it is always advisable to ask your distributor or manufacturer’s representative to confirm that there are no contraindications to mixing oils X and Y.
It is important to remember that lubricant manufacturers are constantly improving additive packages and oil bases to meet increasing demands. This process results from the drive to miniaturize machinery, increase its performance and durability, and simultaneously lead to more intensive loading.
This situation brings challenges and questions. Although the miscibility of oil bases is well understood, experience shows that additives used in lubricants can react with each other in different ways, which are not always beneficial for machines.
In this article, we focus not only on miscibility but also on compatibility, which should be a key issue. Two lubricants can easily mix, but their additive packages can prove incompatible, which can adversely affect the operation of machinery.
Description of the Study
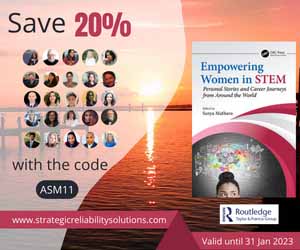
A miscibility test of eight fresh oils used in wind turbine main gearboxes was carried out at the Ecol Oil Analysis Laboratory. The test was carried out in an ‘each-against-all’ arrangement, resulting in 28 50:50 mixed oil samples and eight fresh oil samples.
The study included the determination of key physicochemical parameters that may indicate compatibility or lack thereof in each sample, such as:
- physical appearance,
- elemental content,
- kinematic viscosity and viscosity index,
- propensity to foam,
- MPC indicator,
- Acid Number (AN),
- IR spectrum.
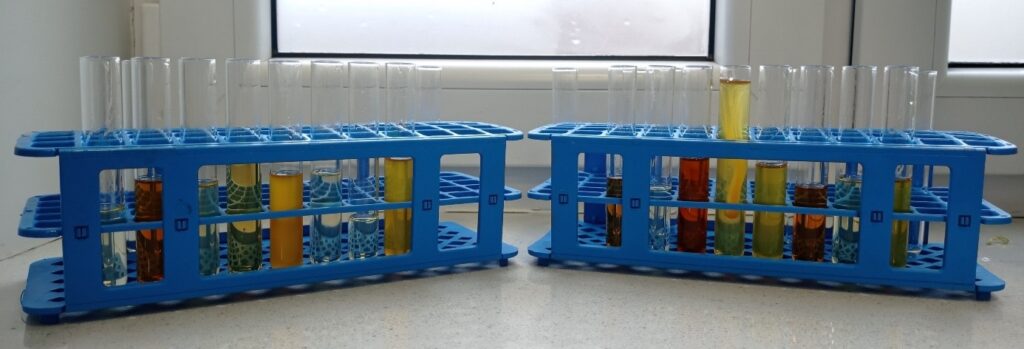
Figure 1: Selected samples.
Physical Appearance
Appearance is the first indicator of whether the mixing process has gone well. Turbidity, or the appearance of suspended solids, indicates problems, while high clarity and a color close to the original color of the blended oils are expected results.
Analysis of Elemental Content
Analyzing the elemental content of fresh oil allows the composition of the additives in the oil to be determined. The most common elements in gear oils are phosphorus, sulphur, zinc, calcium, magnesium, boron, molybdenum and silicon. They are components of additives such as anti-wear and anti-seize agents, corrosion inhibitors, antioxidants, and anti-foaming agents.
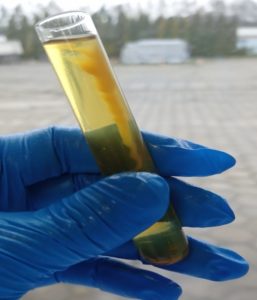
Figure 2: The above situation should leave no doubt about the incompatibility of mixed measures.
Kinematic Viscosity
Kinematic viscosity is a key physicochemical parameter of an oil that largely determines the strength of the lubricating film. Excessive changes in viscosity can lead to serious consequences for the lubricated gearbox, such as reduced performance or accelerated wear.
Propensity to Foam
Foaming propensity indicates whether the aerated oil will generate foam and how intense this will be. The test result is expressed in milliliters of foam obtained in each of the three sequences – the more foam, the worse. In the case of wind turbine gear oils, a minimum foaming tendency is expected (0 ml), as the specific lubrication regime in these systems favors aeration.
MPC Indicator
The MPC (Membrane Patch Colorimetry) indicator determines the risk of oil-generating deposits – both aging and those resulting from additive incompatibility. A high MPC indicates the potential risk of deposits in the system, mainly in the form of very fine, insoluble particles less than 1 µm in size. Operating an oil with a high MPC can lead to problems such as:
- faster filter wear
- reduced radiator efficiency,
- clogging of oil passages,
- increased temperature of friction nodes due to deposits.
The MPC is determined by the coloration of the filter membrane (0.45 µm) after filtering a suitably prepared oil sample.
Figure 3. On the left is the membrane for a high MPC oil, while the white coloring indicates a virtually zero probability of sediment formation.
Acid Number (AN)
The acid number is the number of milligrams of potassium hydroxide (KOH) required to neutralize an oil sample’s acidic components. The initial acid number is oil-specific and depends on the oil base and additives used. As the oil ages and degrades, the acid number increases due to the formation of acidic products. An excessive increase in the acid number indicates the need for an oil change.
IR Spectrum
An IR spectrum is produced by ‘shining infrared light’ on a sample. The chemical molecules absorb the light and vibrate in a way characteristic of their structure, resulting in a unique spectrum – a kind of ‘fingerprint’ of the lubricant. The IR spectrum enables:
- identification of the oil base and additives,
- detection of mixing with other oils,
- evaluation of oil degradation
- identification of chemical contaminants.
It is one of the basic diagnostic tools for analyzing lubricant composition and quality.
Fresh Oils
All the oils analyzed are synthetic oils with an ISO VG 320 viscosity grade, meeting the requirements for CLP-type gear oils. They also have approvals and authorizations from reputable gear manufacturers.
I wanted to make this more specific because, as I mentioned earlier – although ‘on paper’ all these oils are very similar to each other, the results I will present next will show us that, in practice, the technology contained in them can be completely different – hence all the confusion regarding the compatibility of the individual products.
The following tables show sequentially the additive element content (ppm) of the analyzed fresh oils before blending and the typical physicochemical properties.


The IR spectra of the analyzed fresh oils are presented below to complete the picture of differences in the chemistry of the analyzed products. If the previous arguments were insufficient to convince the reader that the differences between the oils can be significant, I think the image below will dispel any doubts.
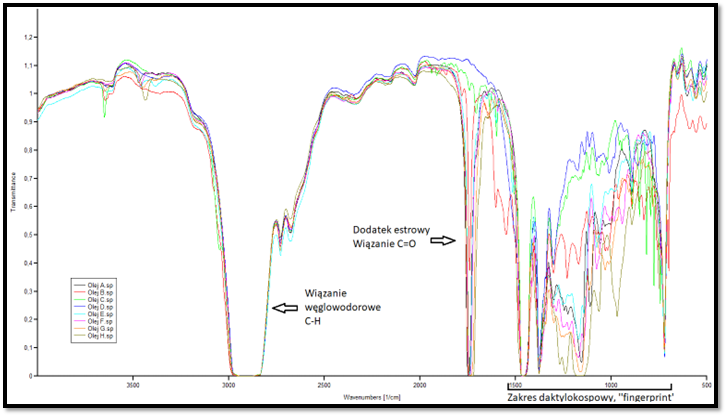
Figure 4. IR spectra of the fresh oils tested.
The differences in the composition of the oils are most clearly visible in the so-called dactyloscopic region; it is in the wavenumber range 1500cm-1 – 750cm-1 that the characteristic ‘fingerprints’ of the product are discernible, making it possible to identify it.
Hydrocarbon bonds, as is to be expected, are present in every oil because, as mentioned, these are synthetic hydrocarbon-based oils. In the case of the D oil described earlier (dark blue line in the graph), there is a noticeable absence on the peak spectrum in the area of the presence of ester additives.
Tests on Mixed Samples
Once the initial values for each oil had been established, the analysis of the results obtained after mixing the fresh products proceeded. The blended samples were subjected to annealing for 5 days at 60°C, followed by measurements.
The MPC index and propensity to foam are the most important parameters that may indicate potential operational problems. The results are presented in graphs showing the cumulative foaming propensity (the sum of the amount of foam in the three sequences) and the MPC. This way of presenting the data ensures readability.
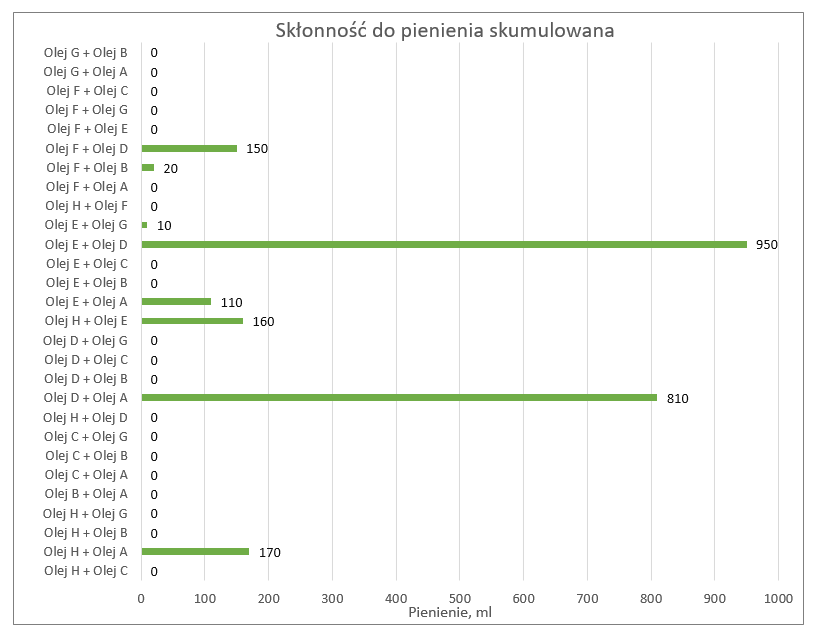
Figure 5. Foaming propensity of the mixtures tested.
When analyzing the foaming propensity, it was noted that eight samples exhibit this type of property. The 20 ml and 10 ml values for mixtures F + B and E + G can be considered marginal. However, for the remaining samples, the apparent increase in foam generation suggests that the mixing process has significantly increased the foaming potential of the oil.
This is an unfavorable and potentially dangerous phenomenon in the context of the specific gear lubrication regime. Excessive oil foaming should be taken as a signal of possible irregularities in the system. As a result, the six mixtures with high foaming levels can be regarded with high probability as incompatible based on this single parameter alone.
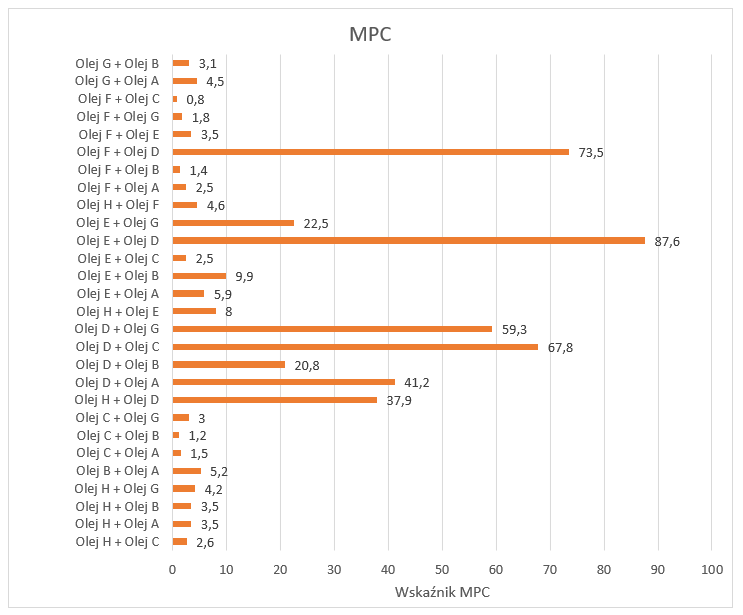
Figure 6. MPC index of tested mixtures – a propensity to generate sediment.
As for the MPC index, the value considered to be of concern is 20 or higher. In the study, eight cases were observed where the index exceeded this limit. Importantly, not all cases correlate with excessive foaming. The most critical values occurred in mixtures:
– F + D,
– E + D,
– D + G,
– D + C,
– D + A,
– H + D.
It is noteworthy that D oil was present in all problematic samples. Already in its fresh state, this oil showed an increased tendency to generate deposits. When mixed with other products, chemical reactions further increased this risk. This situation indicates a critical incompatibility of the additives contained in these products, which can significantly reduce their effectiveness and accelerate degradation.
The study’s results clearly emphasize the need to be careful when mixing lubricants and to carefully check their compatibility before using them in a system.
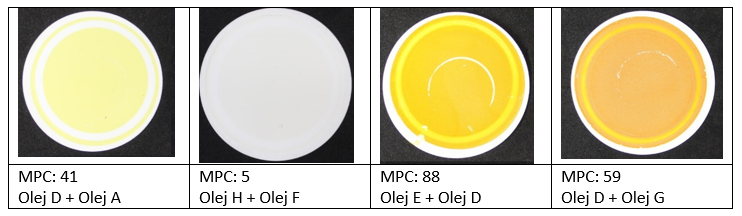
Figure 7: Selected MPC membranes.
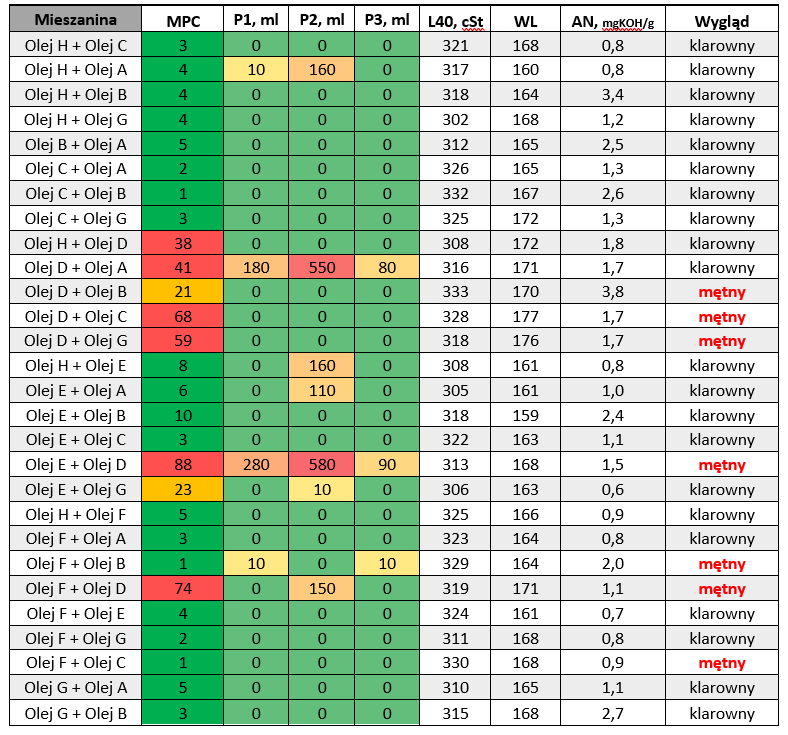
By adopting criteria based on foaming propensity, MPC index, and the appearance of the sample after mixing, a miscibility matrix of the different oil pairs was created.


Conclusions
The analysis showed that compatibility – even for apparently similar lubricants – can be a major challenge. The research clearly indicates the potential dangers of mixing incompatible, fresh products. It is worth noting that mixing an in-service oil that has already partially degraded and is operating under more demanding conditions than laboratory conditions can lead to even more serious consequences.
Based on the results obtained and experience to date, we recommend preventive compatibility testing before mixing lubricants. In this way, the risk of negative chemical reactions and associated operational problems can be reduced. However, it is important to remember that laboratory tests cannot fully reflect system conditions such as contaminants or deposits. They can, however, eliminate the most incompatible products and prevent extreme reactions.
Even agents deemed compatible in laboratory tests may, when mixed in the actual system, initially cause, for example, a reduction in filter life due to the leaching of contaminants. It is, therefore, advisable to thoroughly clean and flush out the system before changing to a different or fresh oil, which should be confirmed by the analysis results.
Only then can filling the system with the target lubricant provide the greatest assurance of avoiding operational problems and extending the service life of the oil.
The research presented here is a prelude to further projects. Compatibility analyses are planned not only for fresh agents but also for those already in use, as well as attempts to determine safe mixing ratios that minimize negative effects. We encourage you to follow our publications to keep up to date with the results of further studies.
Summary
- A conscious approach: Lubricant miscibility is a topic that requires both knowledge and a responsible approach. It is crucial to consider both the miscibility and compatibility of chemical additives.
- Do not trust technical data sheets alone: Information contained in technical documentation should be treated with limited confidence and always verified with the manufacturer or supplier.
- Laboratory tests as a basis: An analysis of the miscibility and compatibility of lubricants has shown that not all oils are fully compatible, which can lead to negative effects such as foaming, generation of deposits, or accelerated degradation of lubrication systems.
- Risk of incompatibility: Despite their apparent compatibility, some lubricants may enter into chemical reactions that impair their properties. The study’s results emphasize particular caution with oils that have a high MPC and a tendency to foam.
- Importance of system cleaning: Before changing the oil, it is recommended that the system is thoroughly cleaned and flushed to prevent negative reactions and extend the life of the new lubricant.
- Continuing research: Further research is planned on the compatibility of in-service agents and the determination of safe mixing ratios. We encourage you to keep an eye on future publications to keep up to date with the results and recommendations.
- Taking care of lubricant compatibility is an investment in the performance and safety of machinery, which translates into longer and trouble-free operation.
Additional authors: Wojciech Majka CEO Ecol, MLE CLS, Jakub Chłodek Oil Analysis Department Director, MLA II, and Wojciech Jewuła Oil Diagnostic Specialist, MLAII